étude de cas
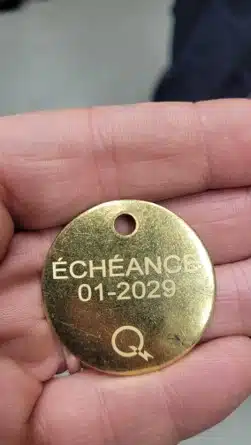
Dans le secteur de l’énergie, le marquage des pièces de signalisation et d’identification remplit une fonction critique : assurer la traçabilité des équipements sur le long terme, dans des conditions d’exploitation parfois sévères. Chez Hydro Québec, les tags en laiton constituent des supports d’identification permanente. Leur marquage doit être contrasté, stable dans le temps et lisible en conditions réelles, sans étiquette ni consommable.
Le défi posé au moment du projet ne portait pas uniquement sur la qualité du marquage : il intégrait des contraintes de cadence de production, d’environnement contraint et d’organisation du poste opérateur. La solution devait permettre à un seul opérateur de maintenir un rythme soutenu, sans dépendance à un appui extérieur, tout en garantissant la qualité du résultat à chaque cycle.
Le laiton, matière à surface lisse, présente des caractéristiques optiques spécifiques au marquage laser : la gestion du contraste et des paramètres de gravure conditionne directement la lisibilité finale. Une configuration mal ajustée produit soit un marquage insuffisamment contrasté, soit une surface dégradée par excès d’énergie.
La cadence définie pour ce projet était de un plateau par par minute. Pour tenir cet objectif sans créer de temps morts, l’organisation du poste opérateur devait être repensée autour d’un principe simple : pendant que la machine marque un lot, l’opérateur prépare le suivant. Ce fonctionnement en parallèle implique la mise en place d’un second posage, permettant un chargement alterné sans interruption du cycle laser.
Ces contraintes cumulées — matière, cadence, espace, autonomie — ont orienté le choix vers une solution combinant un équipement laser adapté et une organisation de posage pensée dès la conception du projet.
La solution retenue est basée sur l’e.L-BOX, cellule de marquage laser fibre de SIC MARKING, dans une configuration standard avec adaptation.
L’équipement intègre un système de posage sur plateau permettant la mise en position précise et répétable des tags en laiton à chaque cycle.


L’adaptation centrale du projet repose sur la mise en œuvre d’un second posage utilisé en parallèle du cycle laser. Pendant que la machine traite le plateau en cours, l’opérateur charge et positionne les pièces sur le posage suivant. Au terme du cycle, l’échange est immédiat : zéro attente machine, zéro interruption de cadence.
Les paramètres laser ont été optimisés pour le laiton afin de produire un marquage d’un contraste élevé et d’une lisibilité durable, conforme aux exigences d’identification de l’industrie de l’énergie.
La mise en service de l’e.L-BOX dans cette configuration a permis d’atteindre les objectifs de cadence et d’organisation du poste définis en amont du projet. Le principe de double posage se traduit directement par une réduction mesurable des temps de manutention : le chargement des pièces ne génère plus d’attente machine.










nos solutions
Découvrez nos produits
Découvrez nos équipements phares de marquage laser, micro percussion ou rayage, parmi nos Machines portables, Modules intégrables sur lignes ou Stations de marquage autonomes.

Vous souhaitez en savoir plus ?
Contactez-nous !